

des produits






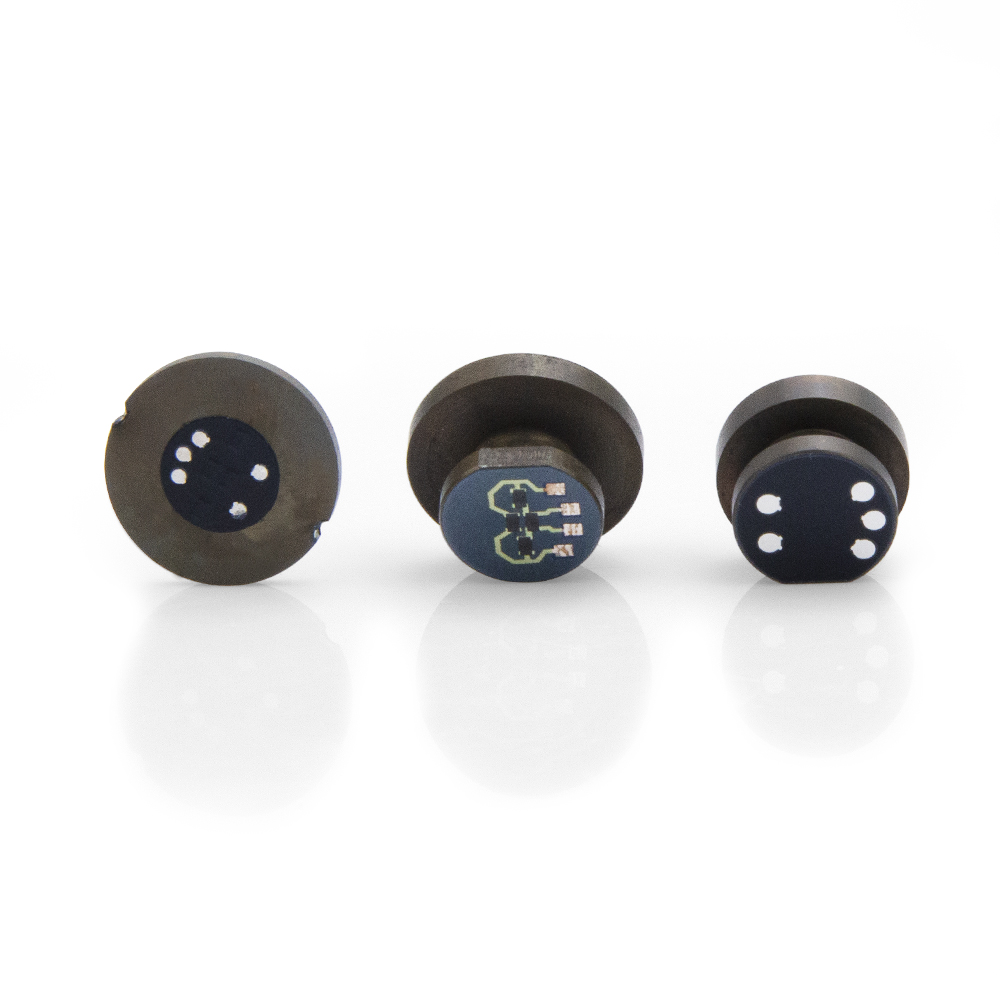
Capteur de pression en céramique à membrane affleurante XDB101-4
Caractéristiques
● Plage de mesure : -10KPa…0KPa~40KPa…50KPa.
● Taille : 32*(4+X)mm.
● Haute fiabilité et options de sortie flexibles.
Applications typiques
● Contrôle des processus industriels
● Circonstances de micropression
● Mesure du niveau de liquide ou de la pression de la poussière



Paramètres techniques
| Plage de pression | -10KPa…0KPa~40KPa…50KPa | Taille mm(hauteur du diaphragme*) | 32*(4+X) |
| Modèle du produit | XDB101-3 | Tension d'alimentation | 0-30 VCC (maximum) |
| Impédance routière du pont | 10 KQ±30% | Sortie sur toute la gamme | ≥2 mV/V |
| Température de fonctionnement | -40~+135℃ | Température de stockage | -50~+150 ℃ |
| Température de compensation | -20 ~ 80 ℃ | Dérive de température(zéro et sensibilité) | ≤ ± 0,03 % FS/℃ |
| Stabilité à long terme | ≤±0,2% FS/an | Répétabilité | ≤ ± 0,2 % FS |
| Décalage zéro | ≤±0,2 mV/V | La resistance d'isolement | ≥2 kilovolts |
| Stabilité à long terme du point zéro à 20°C | ±0,25 % FS | Humidité relative | 0~99% |
| Contact direct avec des matériaux liquides | 96 % d'Al2O3 | Précision globale(linéaire + hystérésis) | ≤ ± 0,3 % FS |
| Pression d'éclatement | Plage ≥2 fois (par plage) | Pression de surcharge | 150 % FS |
| Poids du capteur | 12g | ||

Remarques
1. Lors de l'installation du noyau du capteur en céramique, il est important de se concentrer sur l'installation de la suspension.La structure doit inclure un anneau de pression fixe pour limiter la position du noyau du capteur et assurer une répartition uniforme des contraintes.Cela permet d’éviter les variations de stress croissant qui peuvent résulter de différents travailleurs.
2. Avant de souder, effectuez une inspection visuelle du tampon du capteur.Si une oxydation est présente sur la surface du tampon (la rendant sombre), nettoyez le tampon avec une gomme avant de souder.Ne pas le faire peut entraîner une mauvaise sortie du signal.
3. Lors du soudage des fils conducteurs, utilisez une table chauffante avec un contrôle de température réglé à 140-150 degrés.Le fer à souder doit être contrôlé à environ 400 degrés.Un flux à base d'eau sans rinçage peut être utilisé pour l'aiguille de soudage, tandis qu'une pâte de flux propre est recommandée pour le fil de soudage.Les joints de soudure doivent être lisses et exempts de bavures.Minimisez le temps de contact entre le fer à souder et le plot et évitez de laisser le fer à souder sur le plot du capteur pendant plus de 30 secondes.
4. Après le soudage, si nécessaire, nettoyez le flux résiduel entre les points de soudure à l'aide d'une petite brosse avec un mélange de 0,3 partie d'éthanol absolu et 0,7 partie de nettoyant pour circuits imprimés.Cette étape permet d'éviter que le flux résiduel ne génère une capacité parasite due à l'humidité, ce qui pourrait affecter la précision du signal de sortie.
5. Effectuez la détection du signal de sortie sur le capteur soudé, garantissant un signal de sortie stable.Si un saut de données se produit, le capteur doit être ressoudé et remonté après avoir réussi la détection.
6. Avant d'étalonner le capteur après l'assemblage, il est important de soumettre les composants assemblés à une contrainte afin d'équilibrer la contrainte d'assemblage avant l'étalonnage du signal.En règle générale, des cycles de températures élevées et basses peuvent être utilisés pour accélérer l'équilibre des contraintes des composants après le processus d'expansion et de contraction.Ceci peut être réalisé en soumettant les composants à une plage de température de -20 ℃ à 80-100 ℃ ou à une température ambiante de 80 à 100 ℃.Le temps d'isolation aux points de température haute et basse doit être d'au moins 4 heures pour garantir des résultats optimaux.Si le temps d’isolation est trop court, l’efficacité du processus sera compromise.La température spécifique du processus et le temps d'isolation peuvent être déterminés par expérimentation.
7. Évitez de rayer le diaphragme pour éviter d'endommager le circuit interne du noyau du capteur en céramique, ce qui pourrait entraîner des performances instables.
8. Faites preuve de prudence lors du montage pour éviter tout impact mécanique susceptible de provoquer un dysfonctionnement du noyau de détection.
Veuillez noter que les suggestions ci-dessus concernant l'assemblage de capteurs en céramique sont spécifiques aux processus de notre entreprise et ne peuvent pas nécessairement servir de normes pour les processus de production des clients.
Informations de commande

Laissez votre message
-

Module de capteur de pression en céramique XDB103-10
-
Noyau de capteur de pression en acier inoxydable série XDB105
-

Module de capteur de pression en céramique XDB103
-

Module de capteur de pression en céramique XDB103-3
-

Capteur de pression céramique piézorésistif XDB100
-

Module de capteur de pression série XDB103-9